

 簡體中文
簡體中文 English
English新聞中心
聚焦多級泵、離心泵、潛污泵等產品技術,分享水泵選型、維護保養、節能改造干貨,同步行業政策與前沿資訊。


機械密封依靠精密摩擦副、彈性補償機構與輔助密封件協同配合,實現泵軸無泄漏運行。動靜環、密封圈、彈簧三大構件的材質搭配,直接決定密封性能與耐用程度。遵循硬軟配對原則、結合工況科學選材,是延長機械密封壽命、…
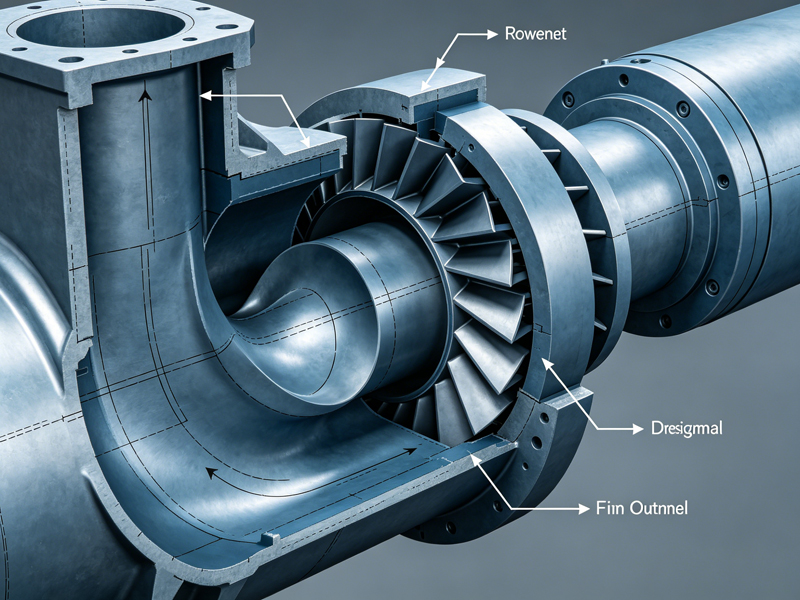
蝸殼與導輪作為離心泵核心固定過流部件,直接決定水泵能量轉換效率、運行平穩度及使用壽命。蝸殼制造簡易、高效區間廣,導輪承壓性強、多級增壓穩定。充分掌握二者結構特性、工作原理及適配工況,有助于在設備選型、生…

本文圍繞南元泵業各類正規咨詢熱線展開梳理,針對網絡虛假銷售電話泛濫、客戶易買到劣質水泵的問題,區分原廠與長三角授權經銷商昆山卡尼爾工業設備有限公司兩大渠道聯系方式。原廠設有 400 總機、廠區專線與項目對接…

在暖通循環、工業供熱、中央空調、鍋爐供水等流體輸送場景中,常根據輸送介質溫度選用冷水泵與熱水泵,二者雖外形結構相近,但在密封配置、結構設計、耐熱性能、適用工況上存在明顯差異,正確區分選型可有效避免設備高…

獲取南元泵業聯系方式、南元泵業工廠電話、南元泵業官方聯系電話,直接對接品牌總部與生產基地,是保障水泵采購、技術咨詢、售后維保高效推進的核心。建議優先撥打全國 400 熱線400-808-9008,如需對接生產或大批量訂…

在過去很長一段時間里,國內泵業市場長期依賴進口設備。多數采購選型習慣性將進口水泵作為優先參考,反復對比國內外產品性能、材質與穩定性,國產水泵一度陷入認可度偏低的行業困境。伴隨中國制造升級、國產替代浪潮興…

密封環負責抑制內部回流、降低容積損耗,軸封裝置負責阻斷外部滲水、保障軸端密閉,二者共同構成離心泵完整密封系統。密封件屬于易損件,磨損、老化、間隙超標是水泵漏水的核心原因。在實際運維中,需根據介質溫度、壓…

本文圍繞南元泵業官網入口與水泵正品查詢渠道展開講解,針對市場充斥仿制、翻新劣質南元水泵的現狀,梳理兩類權威核驗途徑。一是南元泵業原廠官網,可查詢水泵原廠參數、辨假公告與全國聯保標準,但廠家官網不直接對外…
多級離心泵使用壽命、運行穩定性完全取決于日常維護水平。嚴格執行開機檢查、平穩運行、定期換油、磨損件更換、冬季防凍等保養流程,能夠有效減少氣蝕、泄漏、軸承燒毀等常見故障。企業運維人員應建立巡檢臺賬,規范啟…

南元水泵選型是一項綜合性技術工作,需嚴格遵循工況適配、高效節能、運行穩定、經濟合理的基本原則。通過收集介質、溫度、流量、揚程、管道數據,科學計算參數并合理布置管路,精準匹配泵型。合理選型不僅能避免空轉、…

離心泵絕大多數運行問題,均可通過規范安裝、精準選型、提前預防、定期維保有效規避。水錘、漏水、吸水慢、異響等六大常見問題,覆蓋了水泵日常運維的核心痛點。用戶在實際使用中,應嚴格遵循開機檢查、規范操作、定期…
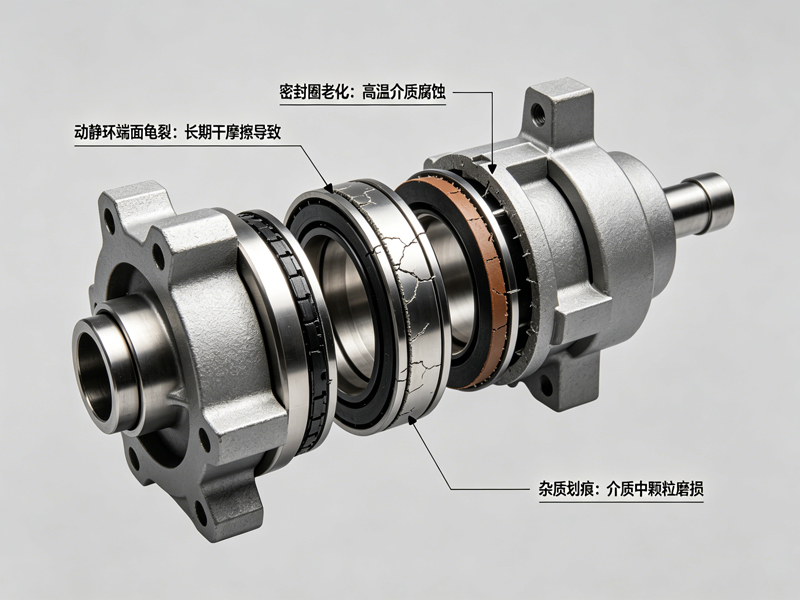
機械密封是離心泵最核心、最易損耗的精密部件,主要依靠動靜密封環貼合實現介質密封,防止泵體滲漏。在水泵日常運行故障中,機械密封損壞導致的泄漏、停機占比最高。機械密封失效大多表現為泵體滲水、滴水、噴射漏水等…

